Ваш регион доставки
Выберите из списка:
Не нашли Ваш город?
Мы доставляем по всему миру
Продолжить без города
Определение...
+7(861)204-14-01
ПОЧТА: INFO@MHOLD23.RU
+7(918)293-94-74
Instagram
YouTube
Меню
КАТАЛОГ
МЕТАЛЛОПРОКАТ
Арматура
Балка двутавровая
Круг стальной
Лист стальной
Проволока
Сетка металлическая
Полоса
Решетчатый настил
Труба стальная
Трубы
Уголок металлический
Швеллер
Шестигранник
ЗАПОРНАЯ АРМАТУРА
Вентиль
Заглушки
Задвижки
Затвор
Клапан
Кран
Люки чугунные, стальные
Метизы
Отводы
Переход металлический
Пожарное оборудование
Соединительные детали
Тройник
Счетчики воды
Трубные заготовки
Трубопроводная
Фильтры
Фланцы
ПРОИЗВОДСТВО
Пешеходные ограждения
Закладные детали
Прожекторные мачты
Фундаментные болты
Опоры трубные
Хомуты
Площадки промышленные
Колонны КХ и КГ
Плоские арматурные каркасы
Штуцеры
Ограждения
Лестницы
ПИЛОМАТЕРИАЛЫ
УСЛУГИ
О НАС
ГАЛЕРЕЯ
ПРОИЗВОДСТВО
КОНТАКТЫ
ПОЧТА: INFO@MHOLD23.RU
Тел :
+7(861)204-14-01
+7(918)293-94-74
Доставка по Краснодарскому краю
Крым, Сочи, Северный Кавказ.
МЕТАЛЛОПРОКАТ
В Краснодаре
ВСЕГДА В НАЛИЧИИ
АРМАТУРА
ТРУБЫ
СЕТКА
КРУГИ
ШВЕЛЛЕР
ЛИСТЫ
БАЛКА
ЮЖНЫЙ МЕТАЛЛУРГИЧЕСКИЙ ХОЛДИНГ
ППМ ИЗОЛЯЦИЯ
ППУ ИЗОЛЯЦИЯ
ВУС ИЗОЛЯЦИЯ
Металлообработка и изготовление металлоизделий это одно из ведущих направлений деятельности нашего холдинга.
При заказе металлоконструкций от 15 т
МАНГАЛ В ПОДАРОК!
Наше участие в строительстве следующих объектов:
Шесхарис, площадка Грушовая, Черномортранснефть
Шесхарис, площадка Грушовая, Черномортранснефть
Туапсинский НПЗ
Тепличный комплекс Зеленая линия, Пластуновская
Строительство Керченского моста
Севастопольская Симферопольская ПГУ ТЭС
Севастопольская Симферопольская ПГУ ТЭС
Сакская ТЭЦ
Сакская ТЭЦ 120 МВт
Роза хутор
Каспийский трубопроводный концорциум КТК г. Новороссийск
Ильский НПЗ
вин завод Шато Тамань
Афипский НПЗ
лучшая металлобаза краснодар
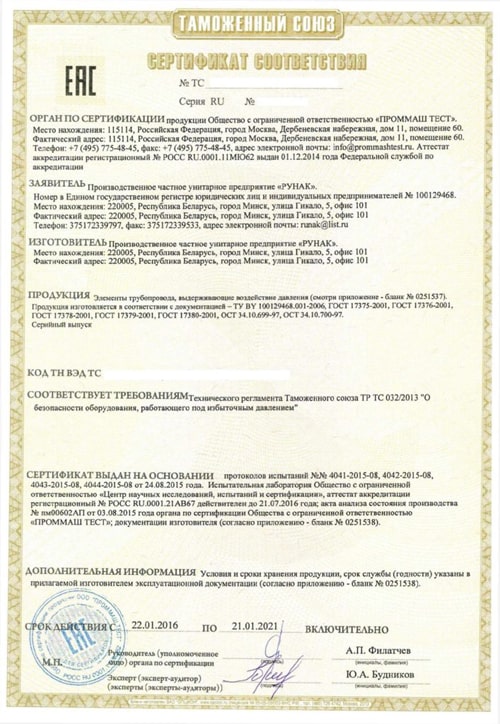
cертификаты
Фундаментные блоки анкерные болты оцинкованные.
210
₽
В корзину
Ограждение пешеходное (Якорь)
150
₽
В корзину
Опоры освещения многогранные гор. цинк
30
₽
В корзину
Соединительный элемент МС-6
150
₽
В корзину
НАШИ ПАРТНЕРЫ
Горячее цинкование профильной трубы и изделий из нее
125,600
₽
В корзину
Труба профильная ГОСТ 8645-68 оцинкованная (горячее цинкование)
101,200
₽
В корзину
Труба бу 1020 стенка 9 прямошовная газ поверхность чистая пескоструй
60,600
₽
В корзину
Труба бу 1020 стенка 9 прямошовная газ поверхность чистая обработка
60,600
₽
В корзину
Труба чугунная канализационная ГОСТ 6942-98 ВЧШГ (замена ЧНР)
1,480
₽
В корзину
Труба водогазопроводная ВГП 32х2,8 ГОСТ 3262-75
74,600
₽
В корзину
Труба бу 720 стенка 12 прямошовная газ поверхность чистая (чистка)
61,600
₽
В корзину
Труба оцинкованная, д 76х3 мм, ГОСТ 10704-91 столбы
101,520
₽
В корзину
Труба оцинкованная, д 76х3,5 мм, ГОСТ 10704-91 столбы
101,520
₽
В корзину
Труба оцинкованная, д 57х3 мм, ГОСТ 10704-91 столбы
101,520
₽
В корзину
Труба оцинкованная, д 57х3,5 мм, ГОСТ 10704-91 (3 м, 5м, 2,6м)
101,520
₽
В корзину
Труба оцинкованная, д 426 мм, ГОСТ 10704-91
101,200
₽
В корзину
Труба оцинкованная, д 325 мм, ГОСТ 10704-91
101,200
₽
В корзину
Труба оцинкованная, д 219 мм, ГОСТ 10704-91
101,200
₽
В корзину
Труба водогазопроводная ВГП 15х2,8 ГОСТ 3262-75
80,560
₽
В корзину
Труба электросварная 630х6 ГОСТ 10704-91
73,200
₽
В корзину
Труба бу 1020 стенка 11 прямошовная вода поверхность битум
48,500
₽
В корзину
Труба бу 1020 стенка 8 прямошовная газ поверхность битум
48,500
₽
В корзину
Труба бу 630 стенка 6 прямошовная газ поверхность чистая
48,500
₽
В корзину
Труба бу 820х10 очищенная из под газа
49,500
₽
В корзину
Труба бу НКТ 60 .
38,500
₽
В корзину
Уголок оцинкованный стальной ГОСТ 8509-93
96,500
₽
В корзину
Трубопроводные переходы ( горячее цинкование)
89,600
₽
В корзину
Детали трубопровода оцинкованные ( горячее цинкование)
89,600
₽
В корзину
Труба бу 530 стенка 6 прямошовная газ поверхность пленка битум без фаски
52,600
₽
В корзину
Труба бу 530 стенка 6 прямошовная газ поверхность пленка без фаски
52,600
₽
В корзину
Труба бу 530 стенка 6 прямошовная газ поверхность пленка без фаски
52,600
₽
В корзину
Труба бу 630 стенка 8 прямошовная газ поверхность чистая без фаски
52,600
₽
В корзину
Труба бу 630 стенка 7 прямошовная газ поверхность чистая с фаской
52,600
₽
В корзину
Труба бу 820 стенка 8 прямошовная газ поверхность чистая с фаской
52,600
₽
В корзину
Уголок оцинкованный стальной ГОСТ 8509-93
96,500
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-40 ГОСТ
324
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-36 ГОСТ
276
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-32 ГОСТ
218
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-28 ГОСТ
176
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-25 ГОСТ
145
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-22 ГОСТ
113
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-20 ГОСТ
103
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-18 ГОСТ
87
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-16 ГОСТ
60
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-14 ГОСТ
40
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-12 ГОСТ
32
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-10 ГОСТ
14
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-8 ГОСТ
14
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-6 ГОСТ
14
₽
В корзину
Арматура стеклопластиковая (композитная) АСК-4 ГОСТ
9
₽
В корзину
Уголок гнутый оцинкованный стальной
96,500
₽
В корзину
Уголок оцинкованный стальной
96,500
₽
В корзину
Лист ПВЛ оцинкованный горячим цинкованием
560
₽
В корзину
Лист ПВЛ 508 просечно-вытяжной ТУ1120-004-77148144-2006
30,000
₽
В корзину
Лист ПВЛ 408 просечно-вытяжной ТУ1120-004-77148144-2006
30,000
₽
В корзину
Лист ПВЛ 406 просечно-вытяжной ТУ1120-004-77148144-2006
30,000
₽
В корзину
Лист ПВЛ 510 просечно-вытяжной ТУ1120-004-77148144-2006
30,000
₽
В корзину
Лист ПВЛ 506 просечно-вытяжной ТУ1120-004-77148144-2006
30,000
₽
В корзину
Круг нержавеющий 12Х18Н10Т 10 мм
154
₽
В корзину
Круг нержавеющий 12Х18Н10Т 12 мм
220
₽
В корзину
Круг нержавеющий 12Х18Н10Т 16 мм
440
₽
В корзину
Круг нержавеющий 12Х18Н10Т 14 мм
360
₽
В корзину
Круг нержавеющий 25 мм 12Х18Н10Т
1,100
₽
В корзину
Круг нержавеющий 12Х18Н10Т 20 мм
740
₽
В корзину
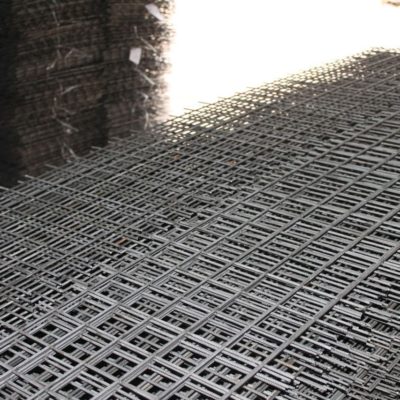
Сетка сварная ВР-1 100х100х5 ГОСТ 23279-85 ТУ
50
₽
В корзину
Сетка сварная ВР-1 100х100х3 ТУ
50
₽
В корзину
Сетка сварная ВР-1 100х100х4 ТУ
50
₽
В корзину
Сетка дорожная ВР-1 150х150х5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР1 150х150х4 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 100х100х4 ГОСТ 23279-85 (ТУ)
50
₽
В корзину
Труба электросварная 630х6 ГОСТ 10704-91
73,200
₽
В корзину
Труба бу НКТ 60 .
38,500
₽
В корзину
Труба бу НКТ 60
38,500
₽
В корзину
Сетка сварная ВР-1 100х100х3 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 100х100х3 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 100х100х4 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 100х100х3,5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 150х150х3 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 100х100х5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 200х200х4 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 150х150х5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 150х150х4 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 200х200х5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 200х200х4,5 ГОСТ 23279-85
50
₽
В корзину
Сетка сварная ВР-1 100х100х3 ТУ 25.93.13-002-01249457-2017
50
₽
В корзину
Сетка сварная ВР-1 150х150х3 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 50х50х3 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 200х200х3 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 150х150х4 ТУ 1276-001-49914600-2013
50
₽
В корзину
Сетка сварная ВР-1 200х200х4 ТУ 1276-001-49914600-2013
50
₽
В корзину
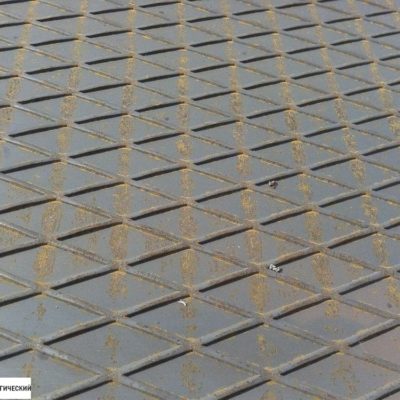
Лист рифленый чечевица 6 мм 1500х6000 ГОСТ 8568-77
76,500
₽
В корзину
Лист рифленый чечевица 4 мм 1500х6000 ГОСТ 8568-77
76,500
₽
В корзину
Лист рифленый РОМБ 8 мм 1500х6000 ГОСТ 8568-77
76,500
₽
В корзину
Лист рифленый РОМБ 5 мм 1500х6000 ГОСТ 8568-77
76,500
₽
В корзину
Меню

")


")







































































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}